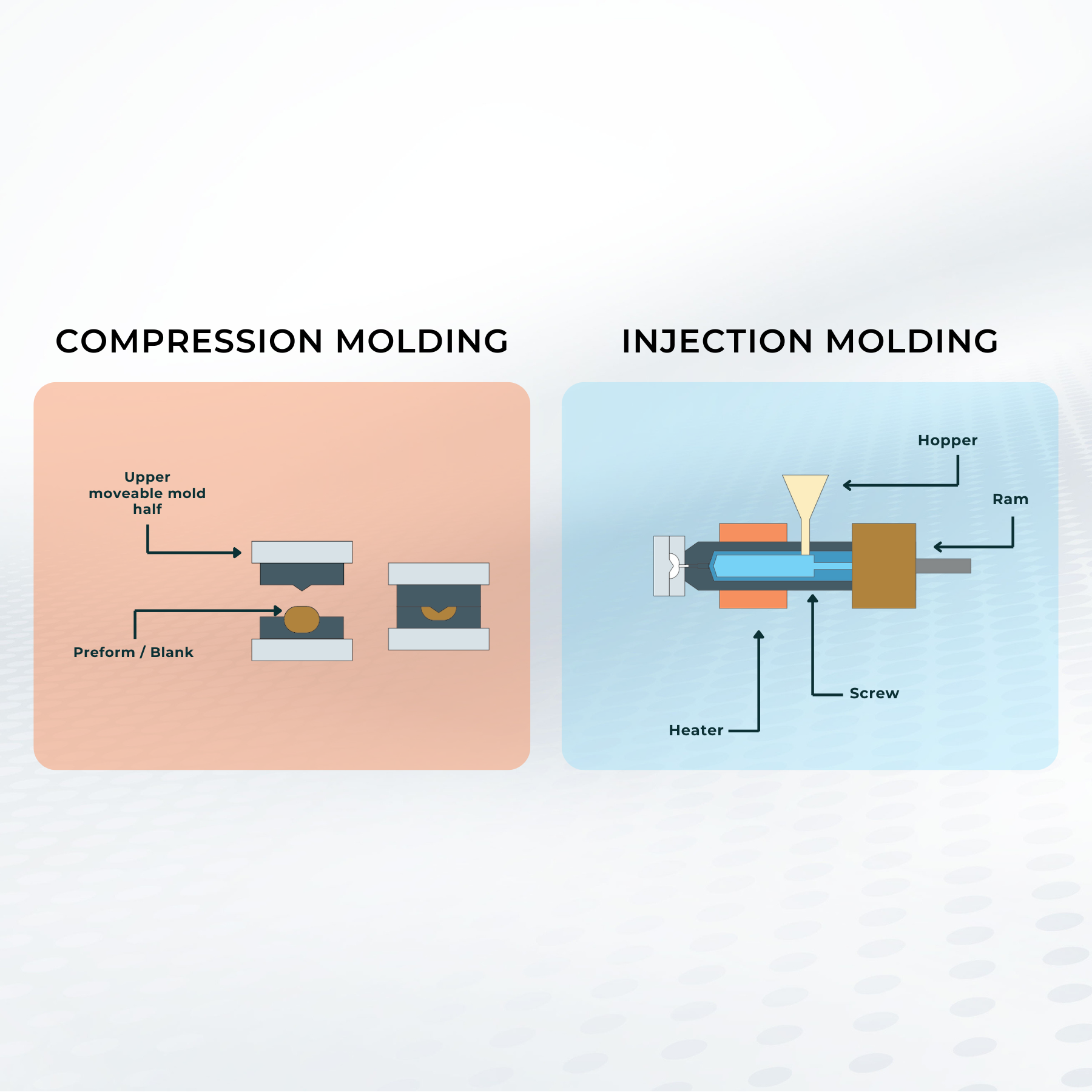
Compression molding 12,000 SQFT / BILLERICA MA
- ISO 13485:2016 COMPLIANT
- CLASS 7 (10,000) CLEAN ROOM
-
CAPACITY OVER 1 MILLION PIECES/YR
-
PROTOTYPES AVAILABLE FROM 1 PIECE

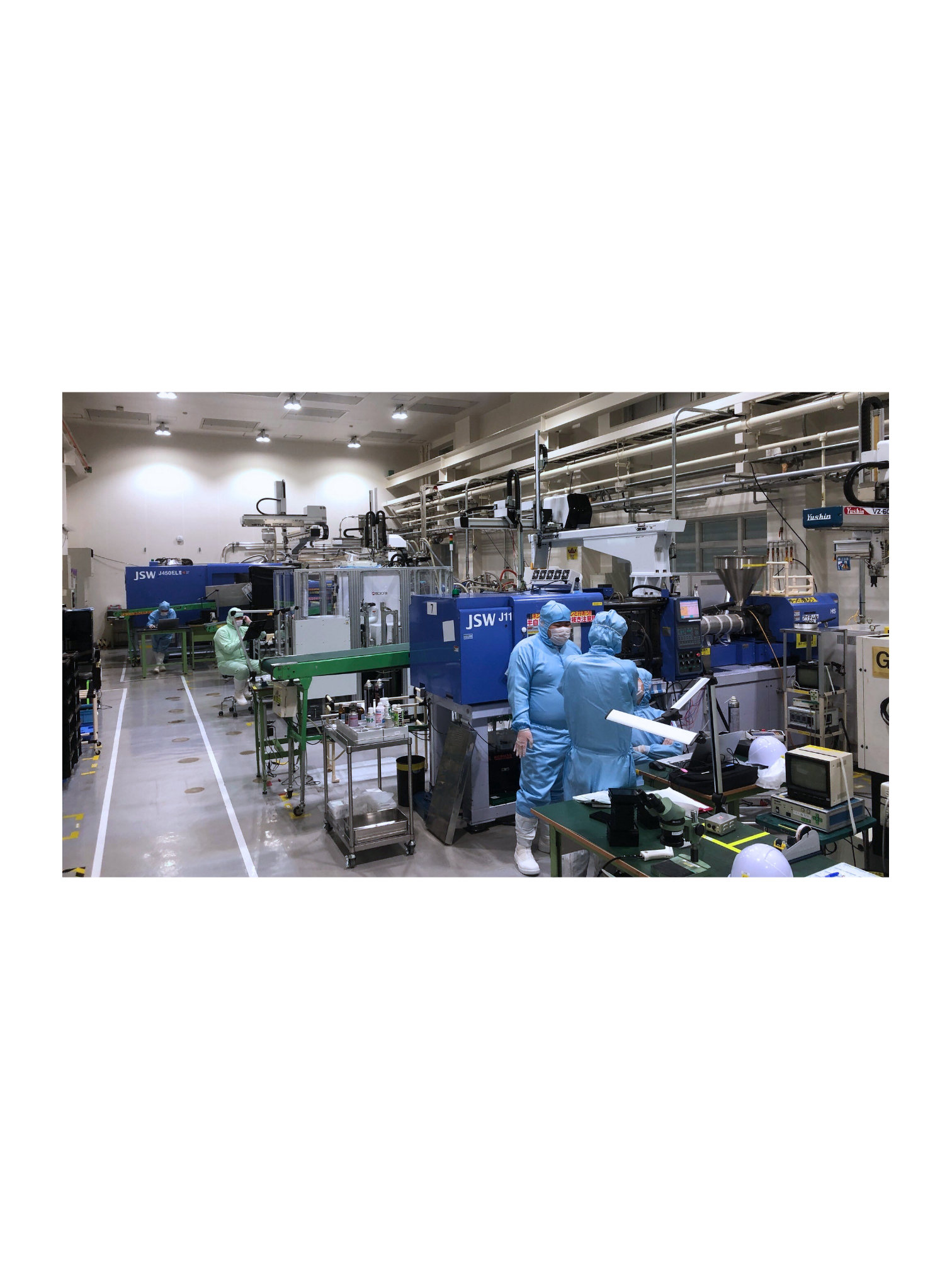
injection molding 48,000 SQFT - SANO JP
- ISO CERTIFIED (9001:2015, 140001:2015, 13485:2016)
- CLASS 7 (10,000) CLEAN ROOM
- CAPACITY OVER 1 MILLION PIECES/YR
- PROTOTYPES AVAILABLE FROM 1 PIECE

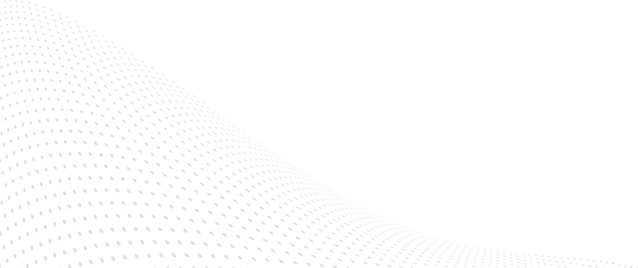
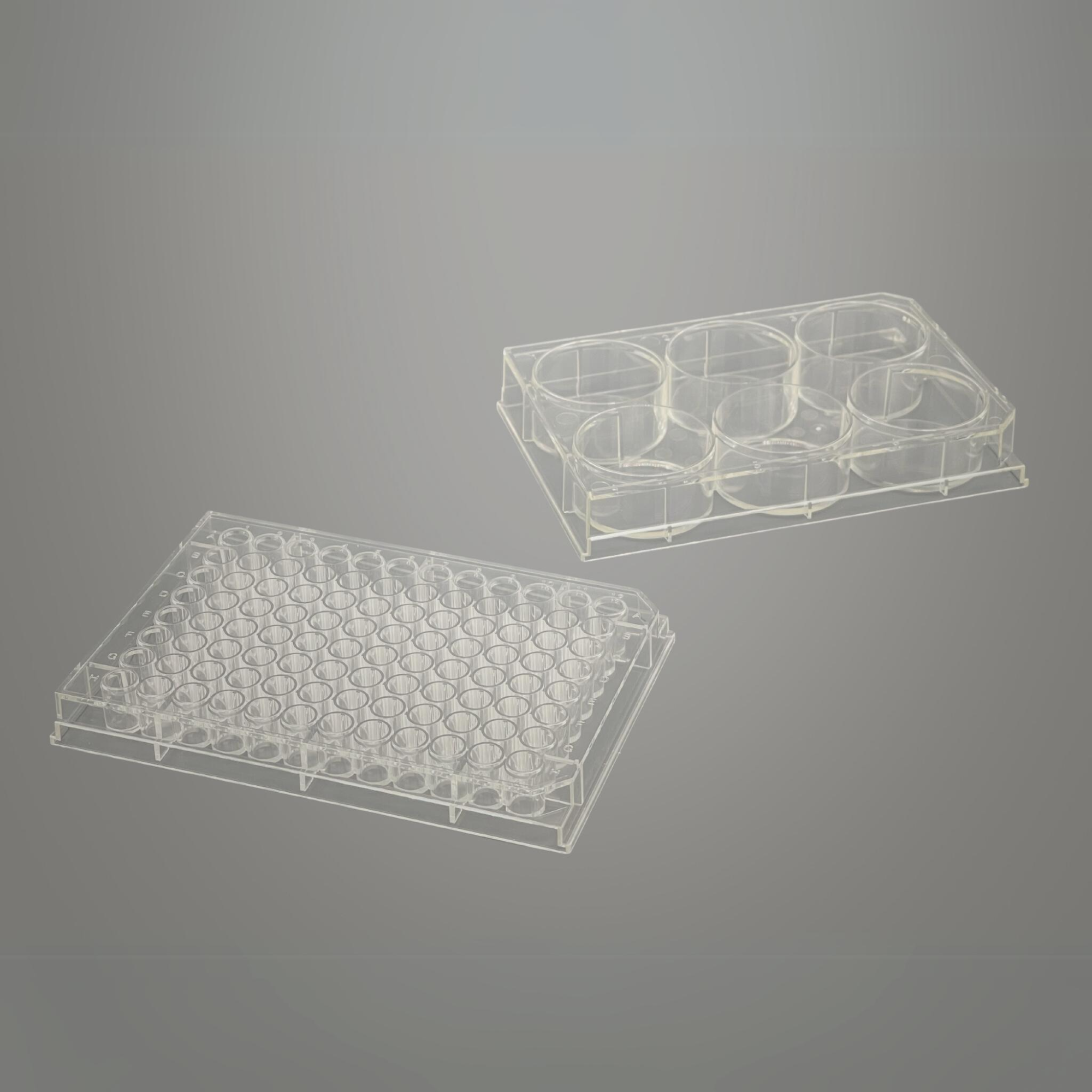
Next-generation microwell and nanowell arrays for single-cell applications
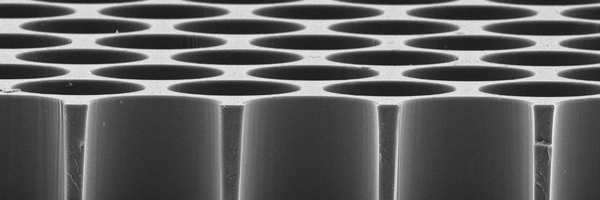
Next-generation microwell and nanowell arrays for single-cell applications
Discover how next-generation microwell and nanowell arrays enhance single-cell analysis and isolation, providing high data density and precision for diverse research applications.
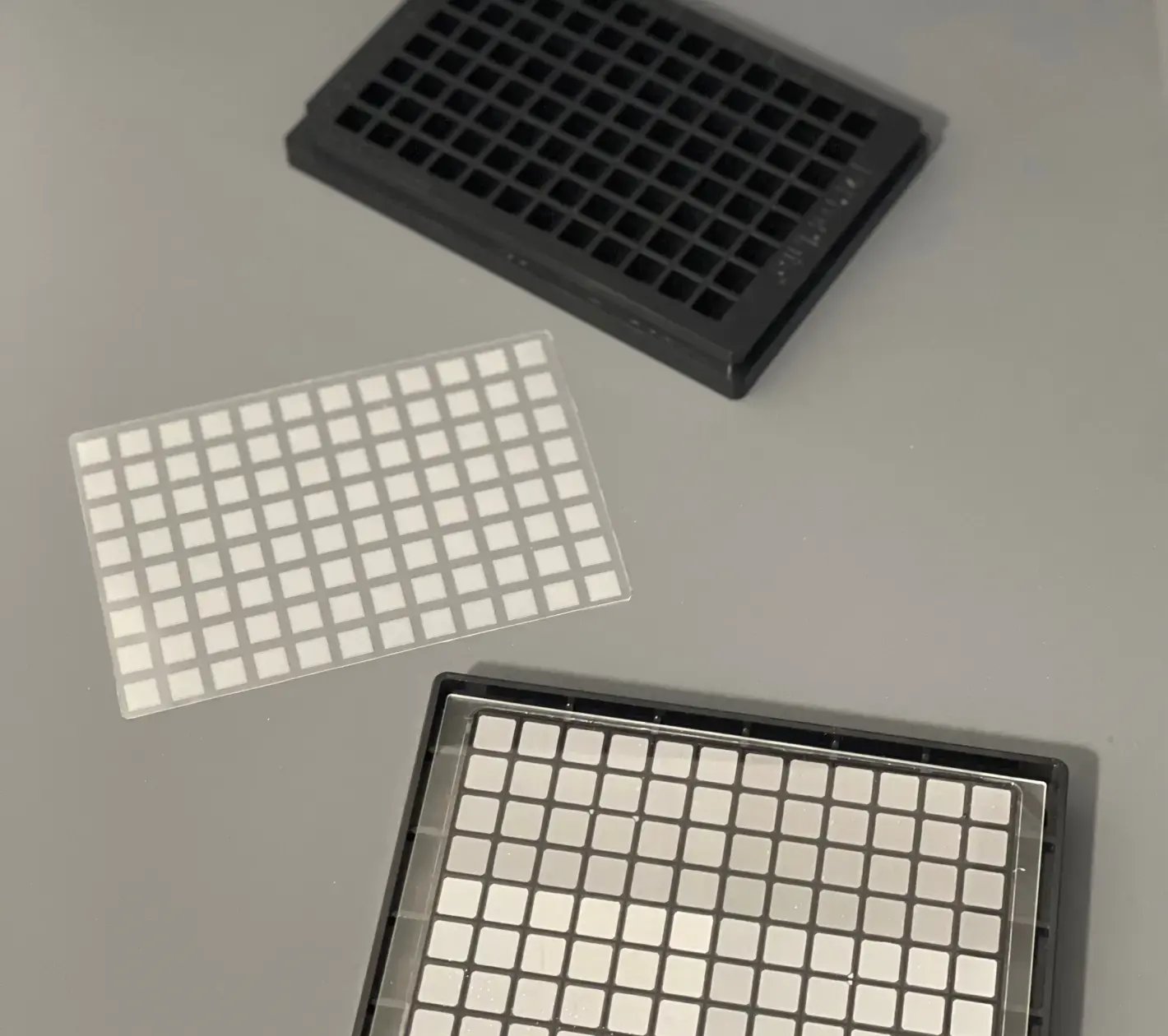
Optical Properties of Compression Molding and COP
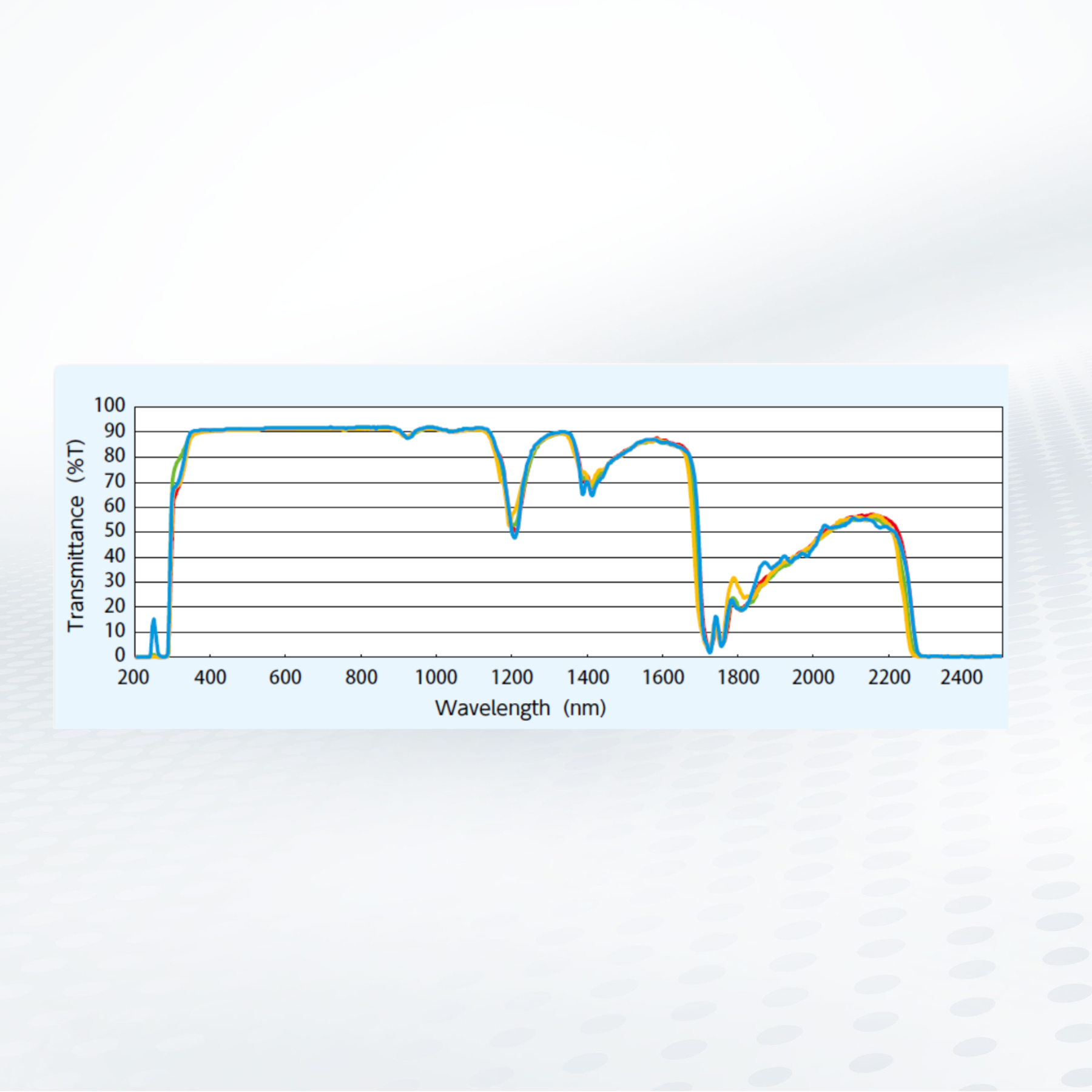
Optical Properties of Compression Molding and COP
Compression-molded Cyclo-Olefin Copolymer (COP) plastic may provide a lower-cost alternative to glass for medical, diagnostic, and optical devices.
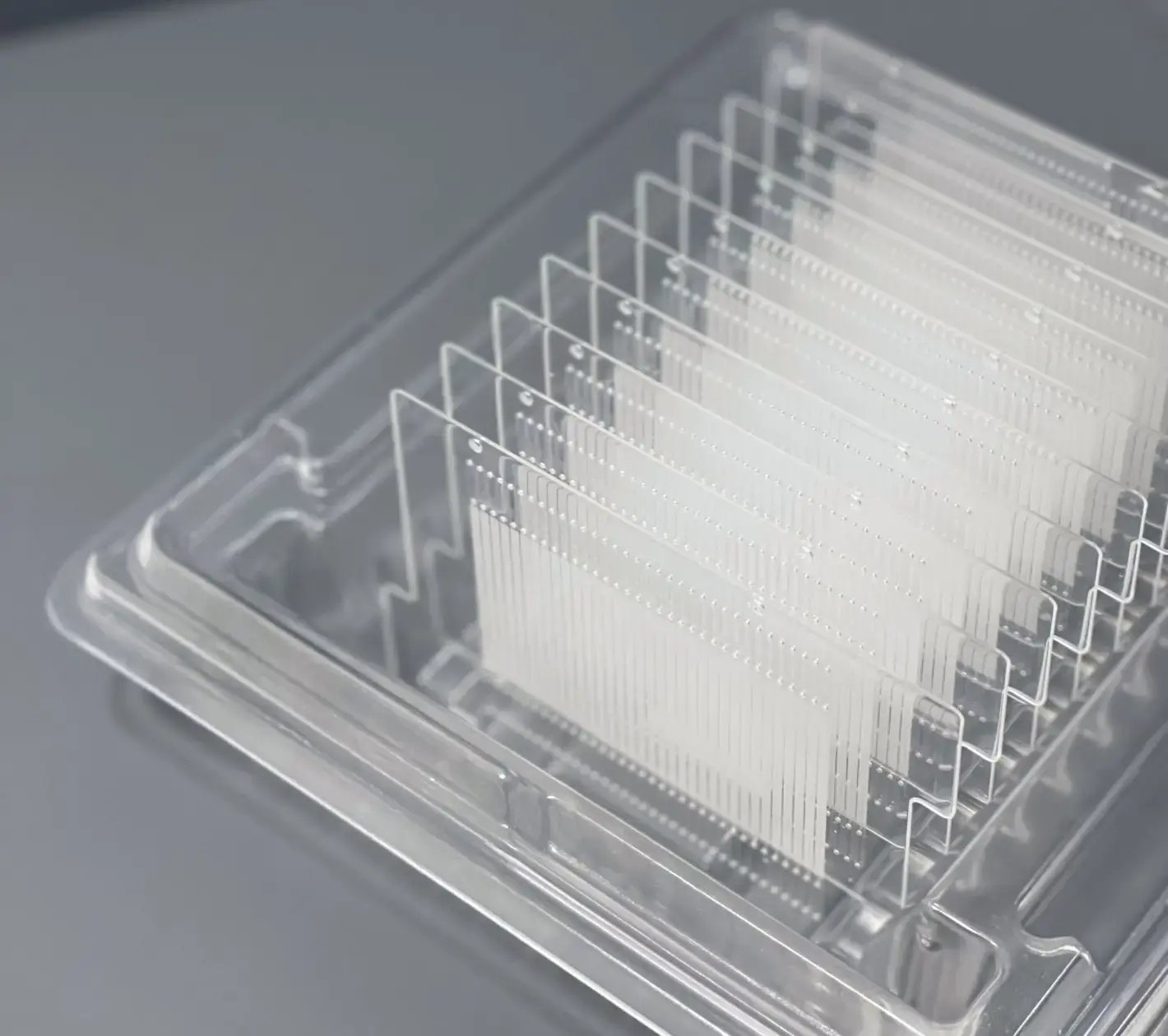
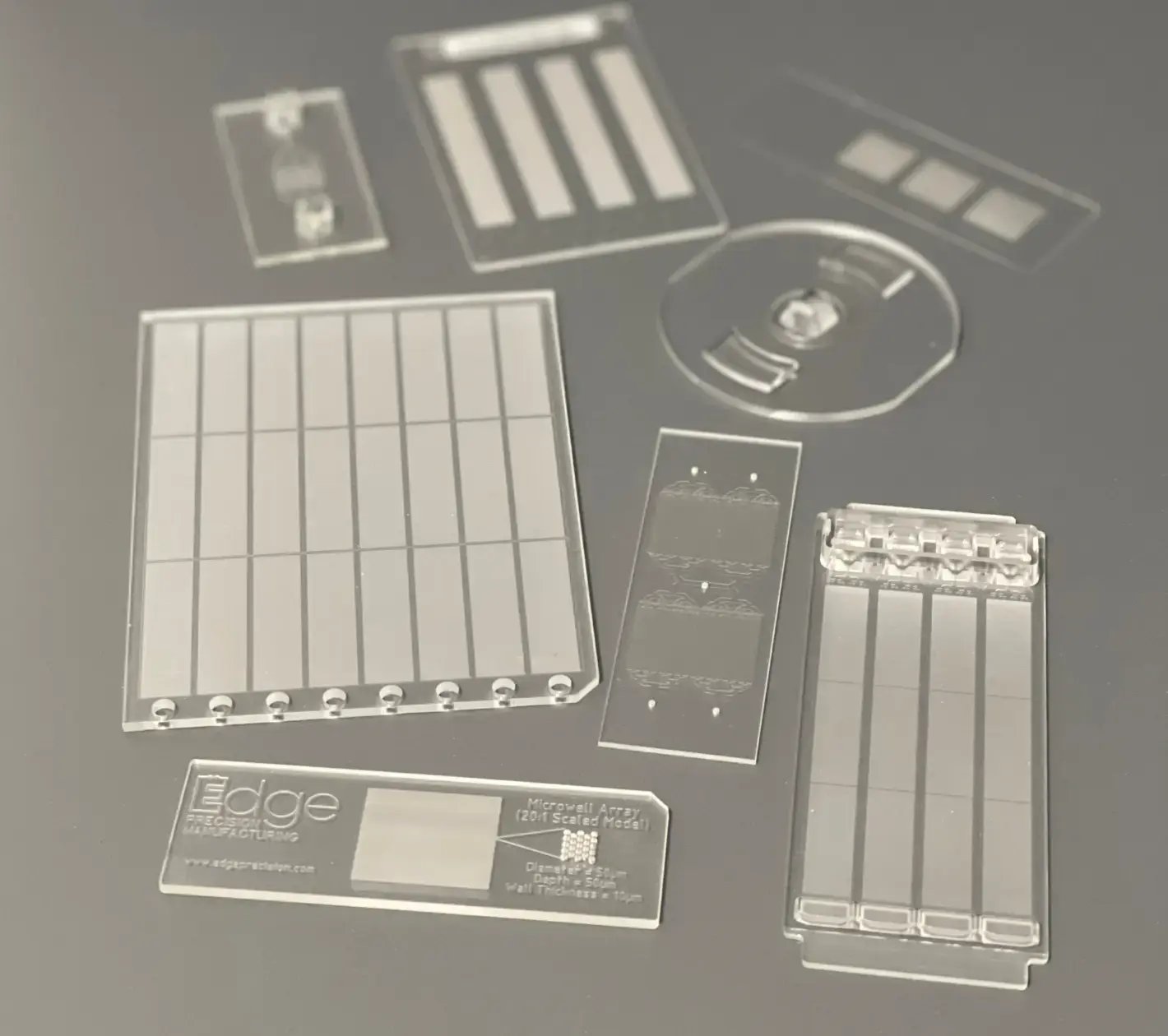
Is My Application a Good Fit for Edge's Proprietary Molding?
Is My Application a Good Fit for Edge's Proprietary Molding?
Custom consumable parts that offer the precision of micron-scale features at costs similar to injection molded parts, delivered in as little as 6 weeks